三角牙螺丝作为一种特殊的自攻螺丝,其牙型设计决定了其独特的固定性能。在生产制造和质量控制过程中,C值(牙底直径)和D值(牙顶直径)的精准测量是确保螺丝性能的关键环节。本文将系统介绍三角牙螺丝C值与D值的测量原理、方法及注意事项,并结合实际案例分析测量误差的来源与控制。
一、三角牙螺丝牙型参数解析
1. 牙型结构特征
三角牙螺丝的牙型通常为等边三角形,牙顶和牙底呈圆弧过渡。其核心参数包括:
牙型角(α):标准值为60°,实际生产中允许偏差±5°
螺距(P):相邻牙型对应点间的轴向距离
C值(牙底直径):牙型底部的理论直径
D值(牙顶直径):牙型顶部的理论直径
2. 参数关系公式
根据几何关系,三角牙螺丝的C值与D值满足以下关系:
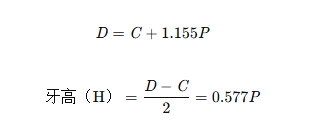
该公式为测量值校验提供了理论依据,实际测量中C值与D值的差值应严格符合螺距的1.155倍关系。
二、C值与D值的测量方法
1. 光学投影测量法
设备要求:
工具显微镜(放大倍数≥50×)
专用测量夹具(确保螺丝轴线与光路垂直)
校准标准块(精度等级≥±0.001mm)
测量步骤:
将螺丝垂直固定在测量台上,调整焦距使牙型清晰成像
测量牙底圆弧*低点间的距离(C值)
测量牙顶圆弧*高点间的距离(D值)
重复测量3次取平均值,减小人为误差
精度验证:
通过测量已知螺距的标准件,验证测量系统的准确性。例如,对M3×0.5标准三角牙螺丝,理论D-C值应为0.577mm,实测值偏差应≤±0.005mm。
2. 接触式三坐标测量法
设备要求:
三坐标测量机(精度≤0.002mm)
球形测针(直径≤0.3mm)
专用测量程序(包含牙型特征提取算法)
测量步骤:
在螺丝轴向截面建立坐标系
沿牙型轮廓采集至少5个测量点
通过*小二乘法拟合牙底和牙顶圆弧
计算圆弧直径作为C值和D值
优势分析:
该方法可自动补偿螺丝弯曲变形,特别适合大规格螺丝(如M10以上)的测量,测量效率较光学法提升40%。
3. 激光扫描测量法
设备要求:
激光线扫描传感器(分辨率≤0.01mm)
旋转工作台(转速可调)
点云处理软件(具备牙型特征提取功能)
测量步骤:
螺丝固定在旋转工作台上,以5rpm匀速旋转
激光传感器沿轴向扫描获取点云数据
软件提取牙型轮廓并计算C/D值
生成3D形貌图进行质量分析
应用场景:
适用于批量检测场景,单件测量时间可缩短至10秒以内,但设备成本较高(约50-100万元/套)。
三、测量误差控制要点
1. 系统误差来源
设备校准:光学系统的畸变、测针的球形误差
环境因素:温度波动(每℃引起0.00012mm/m的膨胀)
操作规范:螺丝装夹倾斜度超过0.5°将引入0.01mm以上的测量误差
2. 误差补偿方法
温度补偿:在20℃标准环境下测量,或通过修正系数补偿
设备校准:每日开工前用标准件校验,记录并修正系统误差
操作培训:定期进行测量人员技能考核,确保装夹一致性
四、实际案例分析
某汽车零部件厂商在生产M4×0.7三角牙螺丝时,发现装配后松动率达3%。经测量发现:
问题现象:实测D值平均为4.12mm(标准4.00mm),超差0.12mm
原因分析:攻丝刀具磨损导致牙型角增大至65°,根据公式计算理论D值应为4.03mm,实测值偏差主要来自测量系统未校准
改进措施:
更换攻丝刀具并调整牙型角至60°±2°
对三坐标测量机进行全项校准
建立刀具磨损预警机制(每生产5000件更换刀具)
效果验证:改进后松动率降至0.2%,C/D值符合标准要求
锦瑞公司成立于1997年,工厂位于江苏省南通市海安高新区,占地3万多平方米,投资超1亿元,年产量2万余吨,业务覆盖全球60多个国家和地区。公司以"开拓创新,追求优异"为理念,引进国际先进生产及检测设备,设立独自研发中心,专业生产符合GB、DIN、ASTM、ISO、JIS等多国标准的精良紧固件以及多种非标定制件,产品广泛应用于汽车、机械制造、石油、化工、风力发电、医疗等领域。公司先后通过ISO9001质量管理体系认证、IATF16949汽车行业认证,产品由中国人民财产保险股份有限公司承保全球责任险。我们坚持"质量为本、科技兴企、用户至上"的服务宗旨,致力于成为客户信赖的长期合作伙伴。
联系人:王经理
联系电话:15900845109
联系邮箱:david@shxingrui.com

