管接头作为连接部件,主要应用于油管与油管、油管与液压元件,以及油管与安装板之间的连接。它必须满足一系列严格的要求,包括确保连接稳固、密封性能可靠、外形设计紧凑、油液流通能力充足、安装过程便捷,同时具备良好的加工工艺性。
卡套式管接头特点
依据油管与接头的连接特性,管接头可分为焊接式、扩口式、卡套式以及可旋转式等多种类型。
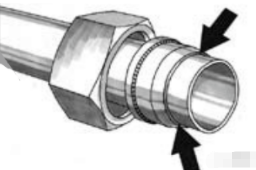
卡套式管接头由冷拔无缝钢管、卡套、接头体以及螺母构成。安装时,将卡套和螺母套于钢管之上并插入接头体,随后旋紧螺母。在此过程中,卡套前端外侧会与接头体的锥面紧密贴合,其内刃则均匀地切入无缝钢管,从而形成可靠的密封效果。
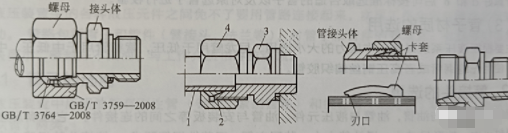
卡套式管接头主要由以下四个部件构成:1. 冷拔无缝钢管;2. 卡套;3. 接头体;4. 螺母。
在卡套式管接头中,卡套作为其核心组件,必须具备良好的弹性。它需在承受变形时保持完整性,不发生破裂,这对卡套的热处理工艺提出了极高的要求。同时,鉴于卡套的变形量存在一定限制,因此要求所使用的管子必须为管外径尺寸均匀一致的高精度冷拔无缝钢管,以确保管接头的密封性和稳定性。

卡套式管接头设计精简,操作便捷,安装时无需焊接工艺,却展现出优异的耐压强度、抗振性能、耐高温特性以及卓越的密封效果。这些特性使其特别适用于高压环境、振动频繁以及对密封性要求严苛的工业应用场景。
安装前准备
卡套式管接头的规范安装至关重要!!!在着手进行管接头装配前,需做好以下准备工作:
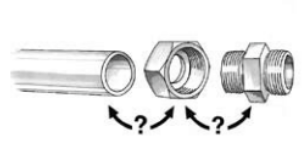
1、首要环节是材料选型,即依据所使用的钢管规格,精准挑选与之相适配的管接头。
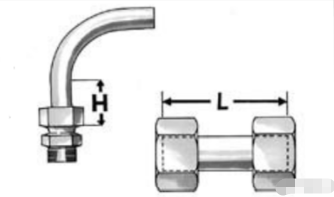
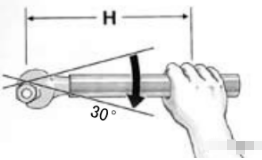
2、硬管长度测量:确保管端直线段的*小长度H或L不小于螺母长度的2倍。
3、硬管处理:硬管去除毛刺、磨平。

4、装配方式选择建议:优先采用机器装配方式,此法操作便捷且效率更高。若为小批量生产或单件装配场景,人工装配则更具成本优势,更为经济划算。

机器安装
1、预安装步骤
a、预装压力调整:依据设备配备的压力表数值来精准调整预装压力。若管子材质相较于碳钢、不锈钢更为柔软,那么需适当降低预装压力,以保障预安装过程顺利且安全。
b、预装模具维护:需加强对预装模具的控制与管理,定期进行清洁,并做好润滑保养工作。

c、预装操作细化:将适配的工具准确置入预装模具中,随后对模具进行全面清洁并细致润滑。完成此步骤后,手动关闭泵上的阀门,以确保后续操作的安全与稳定。
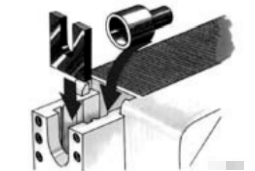
d、部件安装:将螺母和卡套依次套放到钢管的指定位置上。

e、钢管置模操作:将套有螺母和卡套的钢管小心放入模具中,随后双手紧握钢管,用力向前推压,确保钢管紧密贴合在模具内壁。

f、操作人员需以合适的力度紧握钢管,保证其位置稳定无晃动,随后迅速按下启动按钮,启动相关设备,紧接着以均匀、稳定的节奏操作手动泵手柄,持续施压,直至压力表显示的压力值达到工艺所规定的要求数值。
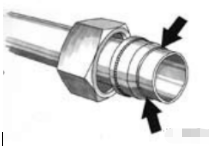
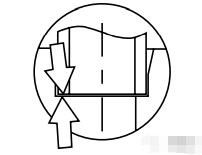
g、预安装完成,取出钢管检查。检查时注意**刃口处应能看到明显的隆起,允许卡套在钢管上旋转。
2、装配
a、拧紧螺母,直至产生明显的力矩。注意标记好螺母的位置。
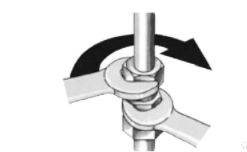
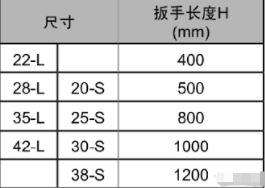
b、用扳手拧紧30度。对于外径大于20mm的钢管,建议使用加长扳手(见下表)。
手工安装
1、无模具
a、润滑螺纹,可以降低磨损和预装力。

b、用手旋转螺母,直至产生明显的力矩。

c、置入钢管并压紧,保证管端接触。
d、在螺母上作标记,再用扳手把螺母拧紧1-1/2圈。

e、检查:放松螺母,检查**刃口处是否有明显的隆起,允许卡套在钢管上有旋转。
2、有模具
a、预装前用润滑油润滑不锈钢接头。关注公众号“液压说”,获取更多液压知识。
b、定期用检测工具检测预装模具,清洁和润滑预装模具。
c、使用预装工具,每个接头体只能预装一次。用手旋转螺母产生明显的力矩。

d、置入钢管并压紧,保证管端与模具接触。

e、在螺母上作标记,再用扳手把螺母拧紧1-1/2圈。
f、检查:放松螺母,检查**刃口处是否有明显的隆起,允许卡套在钢管上有旋转。
g、拧紧螺母,直至产生明显的力矩,注意标记好螺母的位置,再用扳手拧紧30度。
重复装配
管接头每次被旋开后,都必须按照正确的步骤再次拧紧。
a、润滑螺纹
b、接头被旋松后重新装配时的扭矩必须与初次装配时的扭矩一致,接头体必须固定住。

c、再用扳手拧紧30度。
安装注意事项
1.与卡套接头连接的接管接口处内外处理干净,对接出口处一定要打磨抛光整平。关注公众号“液压说”,获取更多液压知识。
2.接管与卡套接头嵌入部位不能有弯折状况,否则会导致卡套式管接头与钢管的连接处出现泄漏。
3.禁止加入密封胶等填料。有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阻尼孔堵塞等故障。

4.连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。应一次性紧好,避免多次拆卸,否则也会使密封性能变差。

